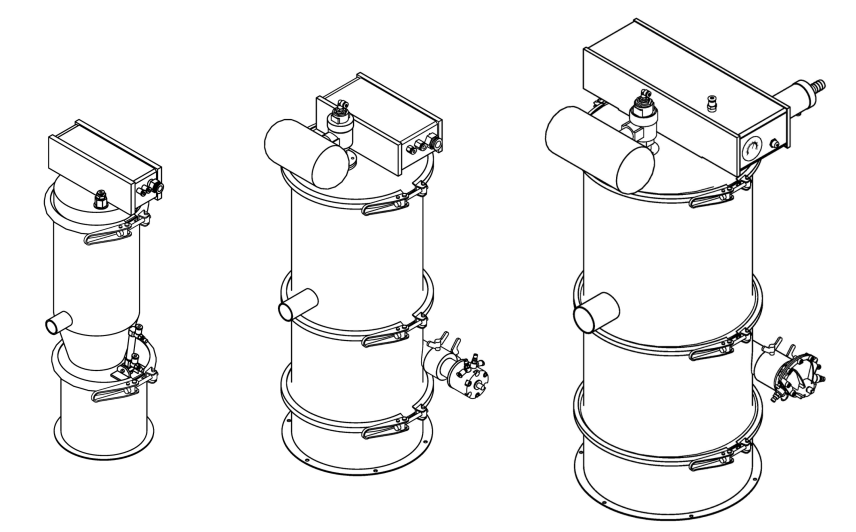
Pneumatische vacuümtransporteur uit de QVC-serie
Werkend principe
Vacuümvoeder is een vacuümvoedingsmachine door gebruik te maken van een pneumatische vacuümpomp als vacuümbron.Met deze vacuümvoeder kunnen materialen direct van container in mixer, reactor, silo, tabletmachine, verpakkingsmachine, trillingszeef, granulator, capsulevulmachine, natte granulator, droge granulator en desintegrator worden vervoerd.Het gebruik van deze feeder kan de arbeidsintensiteit van werknemers verlichten, een einde maken aan poedervervuiling en ervoor zorgen dat het productieproces voldoet aan de GMP-vereisten.
Wanneer de "AAN/UIT"-toets wordt ingedrukt, komt er perslucht in de vacuümpomp en wordt de afvoer van de trechter, aangedreven door een pneumatische cilinder, gesloten, het vacuüm wordt tot stand gebracht in de trechter.Vacuümvoeder zal onder vacuüm een luchtstroom vormen.Aangedreven door deze luchtstroom wordt het materiaal via een slang naar de vacuümtrechter gevoerd.Na een bepaalde tijd (toevoertijd, instelbaar) wordt de perslucht afgesneden, de pneumatische vacuümpomp kan geen vacuüm genereren en de afvoer van de trechter, aangedreven door een pneumatische cilinder, gaat open, het vacuüm in de vacuümtoevoer verdwijnt en het materiaal wordt automatisch gelost van de lossing in de ontvangende machine (zoals tabletpers en verpakkingsmachine).Ondertussen blaast de samengeperste lucht die in de luchttank is opgeslagen het filter in omgekeerde richting om het filter automatisch te laten reinigen.Na een bepaalde tijd (afvoertijd, instelbaar) wordt de perslucht opnieuw gestart, genereert de pneumatische vacuümpomp vacuüm, wordt de afvoer gesloten, voert de vacuümfeeder het materiaal opnieuw in, op deze manier werkt de feeder in cycli om het materiaal continu in de ontvangende machine te laten voeren.
Voor de vacuüminvoer met materiaalniveauregeling wordt automatische invoer gerealiseerd met de trechter van de materiaalontvangende machine door middel van materiaalniveauregeling.Wanneer het materiaalniveau hoger is dan een positie in de hopper van de materiaalontvangende machine, stopt de vacuümfeeder met toevoeren, maar wanneer het materiaalniveau lager is dan een positie in de hopper, begint de vacuümfeeder automatisch te voeren.En zo is het voeden op de materiaalontvangende machine voltooid.
Technische specificatie:
| Model | Voeden Volume (kg/u) | Luchtverbruik (L/min) | Druk van toegevoerde lucht (Mpa) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
①Perslucht moet olievrij en watervrij zijn.
②De voercapaciteit is bepaald met een voerafstand van 3 meter.
③De voedingscapaciteiten zijn sterk verschillend met verschillende materialen.
Foutopsporing en installatie
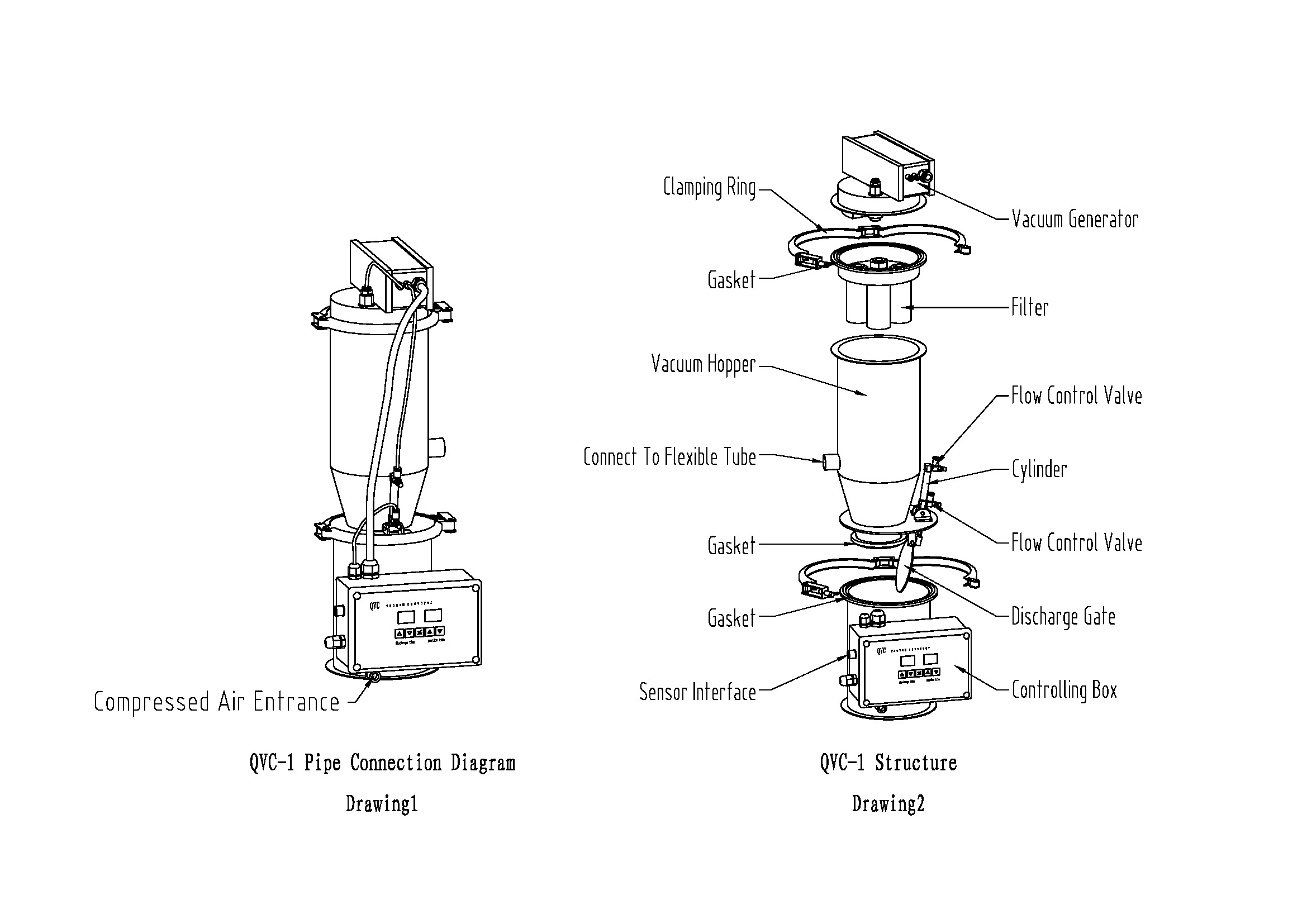
1. Bevestig de vacuümtrechter met een ring op de vultrechter van de bladpers- of verpakkingsmachine (of andere machines).In het geval dat de vacuümtrechter niet direct op de vultrechter van de materiaalontvangende machine kon worden bevestigd, zou een steun kunnen worden gemaakt voor het bevestigen van de vacuümtrechter.
2.De schakelkast wordt aan de vacuümtrechter gehangen wanneer de goederen worden afgeleverd, deze kan op elke andere geschikte plaats worden opgehangen volgens de werkomstandigheden.
3. Aansluiting van pijp voor perslucht.
A. Selectie van de diameter van de leiding voor de invoer van perslucht (verwijzend naar de installatieruimte van de machine):
Selecteer 1/2″pijp voor QVC-1,2,3;
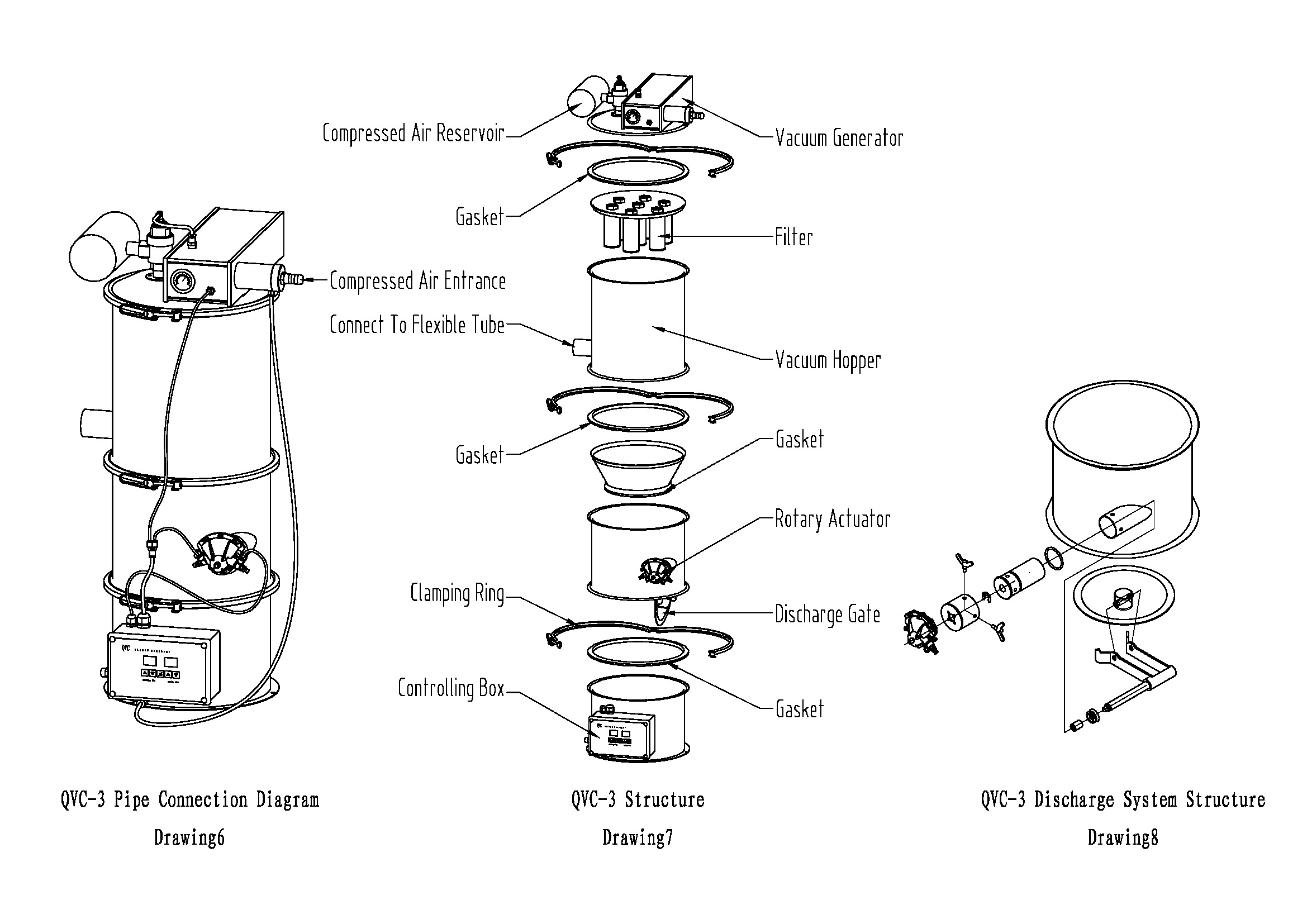
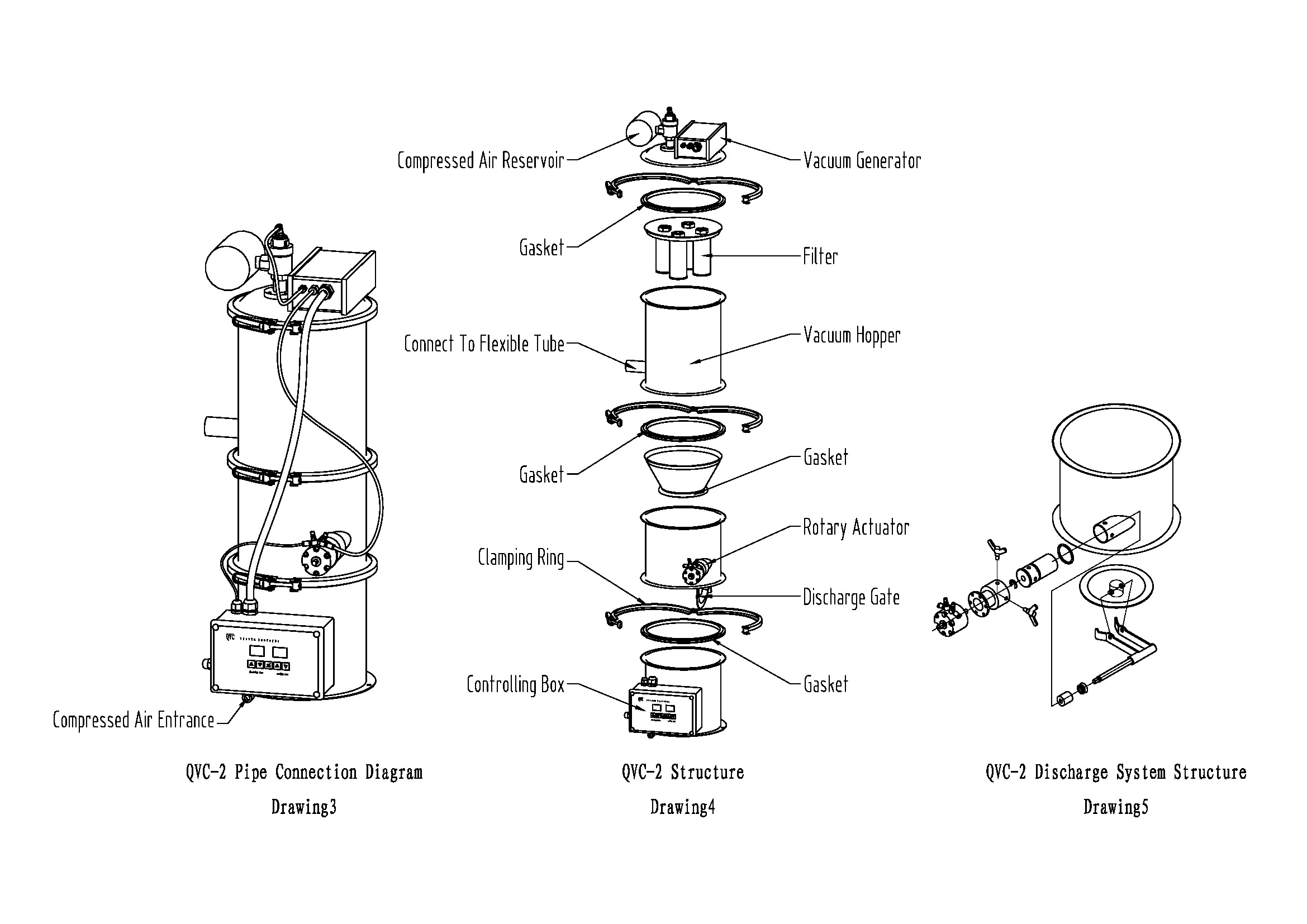
Selecteer 3/4″pijp voor QVC-4,5,6;
Gebruik direct φ10 PU-buis voor QVC-1 vacuüminvoer.
B. Kogelkraan of filterdecompressieklep moet worden geïnstalleerd op de positie waar de persluchtleiding in de kamer van de machine komt.
C. Voor QVC-1, 2 vacuümfeeders, sluit de uitlaat van de filterdecompressieklep aan op de inlaataansluiting van de perslucht aan de onderkant van de schakelkast.De maat van de persluchtleiding moet gelijk zijn aan de inlaataansluiting van de perslucht aan de onderkant van de schakelkast.
D. Sluit voor QVC-3, 4, 5, 6 vacuümfeeders de uitlaat van de filterdecompressieklep rechtstreeks aan op de inlaataansluiting van de vacuümgenerator.De maat van de persluchtleiding moet gelijk zijn aan de inlaataansluiting van de perslucht op de vacuümgenerator.
E. Sluit de persluchtleiding aan tussen de bedieningskast en de vacuümgenerator volgens schema 1 en 3.
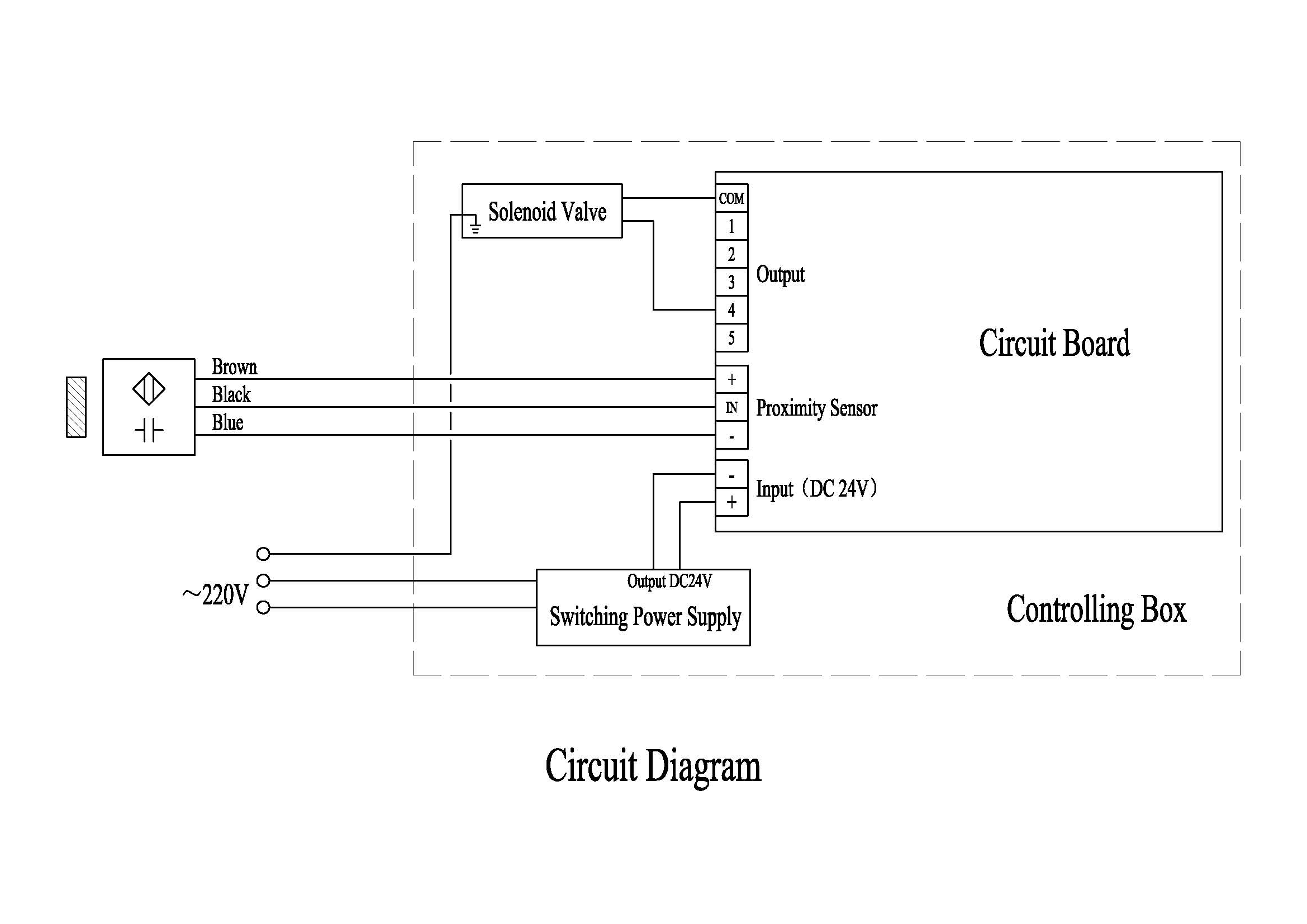
4. Sluit de AC 220V-stekker aan op het stopcontact, de tijdweergave op de schakelkast is nu ingeschakeld, dit betekent dat de stroom op het systeem is aangesloten.Let op de voedingskabel moet 3-draads zijn.De schakelkast moet betrouwbaar worden geaard om te voorkomen dat de besturingschip door storing belandt.Zie elektrische schema's voor bedradingsschema voor schakelkast.
5. Raak de toets aan voor het verhogen/verlagen van de tijd.Stel de voedertijd in op 5-15 seconden en stel de lostijd in op 6-12 seconden.Voor poedermaterialen moet de toevoertijd korter worden ingesteld en de afvoertijd langer, terwijl voor pelletmaterialen de toevoertijd langer moet zijn en de afvoertijd korter.
6.Druk op de toets "AAN / UIT" perslucht wordt naar de vacuümgenerator gevoerd, vacuüm wordt geproduceerd in de vacuümtrechter en de voeding wordt gerealiseerd.
7.Op dit moment moet u letten op de druk van de perslucht.De druk van de toegevoerde lucht moet 0,5-0,6 Mpa zijn.De druk van de toegevoerde lucht verwijst naar de druk van de perslucht in het systeem wanneer de vacuümgenerator werkt, dus tijdens het voeden.Er is een meter op de vacuümgenerator voor QVC-3, 4, 5, 6 en het lezen op de meter moet als standaard worden beschouwd.Maar voor QVC-1, 2 is er geen meter op de vacuümgenerator en moet de meter op de filterdecompressieklep als standaard worden beschouwd.Bij het debuggen moet u er speciaal op letten dat de druk van de toegevoerde lucht 0,5-0,6Mpa verwijst naar de luchtdruk in het systeem tijdens het voeren.Tijdens het lossen of in stand-by moet de druk die wordt weergegeven op de meter op de filterdecompressieklep 0,7-0,8 MPa zijn.Veel gebruikers, wanneer ze feeders installeerden, stelden de filterdecompressieklep vaak in op 0,6Mpa.Als op dit moment de vacuümgenerator begint te werken, daalt de druk van het systeem plotseling tot 0,4 MPa, wat resulteert in een mislukte voeding of een korte voedingscapaciteit.Voor voeding over lange afstand of een grotere voedingscapaciteit moet de luchtdruk in het systeem 0,6 Mpa bereiken.
Probleemoplossen
Er treedt een mislukte invoer of een korte invoercapaciteit op de feeder op. Controleer de feeder volgens de volgende procedure:
1.Als de druk van de toegevoerde lucht 0,5-0,6Mpa bereikt.De druk van de toegevoerde lucht verwijst naar de luchtdruk in het systeem wanneer de vacuümgenerator werkt.
2.Als de ontlading luchtdicht is.
A. Na langdurig gebruik wordt een bepaald dik poeder op de ontlading afgezet, wat resulteert in een slappe ontlading en vacuümlekkage.Daarna moet de afvoer worden schoongemaakt.
B. Na langdurig gebruik is de pakking op de ontlading weggesleten, wat resulteert in slappe ontlading en vacuümlekkage.Dan moet de pakking worden vervangen.
C. Na langdurig gebruik gaat er iets mis met de effectiviteit en slag van de pneumatische cilinder.Dan moet de cilinder worden vervangen.
3.Het filter is verstopt.Blaas het filter met een persluchtmondstuk in zowel voorwaartse als achterwaartse richting.Als het filter versneld is, wordt het gedeblokkeerd.Als u een verstikt filter voelt, is het filter verstopt en moet het worden vervangen.Of zet de geblokkeerde filter in ultrasone reiniger gedurende 30 minuten voor reiniging.
4. De materiaalzuigslang wordt geblokkeerd door groot agglomeraatmateriaal.Dit gebeurt meestal bij de inlaat van roestvrijstalen materiaalzuigmond of bij de inlaat van de vacuümtrechter.
5. De klemringen zijn niet bevestigd tussen pompkop en trechter, tussen trechtersecties, waardoor systeemlekkage ontstaat en mislukte toevoer of verminderde toevoercapaciteit.
6. Omgekeerd blaassysteem gaat fout.Elke keer dat de feeder materiaal afvoert, blaast de perslucht in de luchttank het filter in omgekeerde richting om ervoor te zorgen dat er een dun poeder op het oppervlak van het filter komt.Als het omgekeerde blaassysteem fout gaat, wordt er dikker poeder afgezet op het oppervlak van het filter, een verhoogde weerstand maakt het toevoeren op de vacuümfeeder onmogelijk.In dit geval moet het omgekeerde blaassysteem worden vervangen.
Schoonmaak
In apotheken moeten vacuümvoeders vanwege verschillende variëteiten en lotnummers vaak worden schoongemaakt.We hebben volledig rekening gehouden met deze eis van de gebruikers bij het ontwerpen van de pneumatische vacuümvoeders.Voor het opschonen hoeft de gebruiker alleen het volgende te doen:
1. Maak de agrafffes los om de pneumatische vacuümpomp te verwijderen.Pneumatische vacuümpomp, luchttank en deksel zijn als een geïntegreerd geheel aangesloten, dat niet met water hoeft te worden gereinigd.
2. Verwijder de filtereenheid en blaas het poeder op de filterpijp met perslucht uit.Was het daarna herhaaldelijk met heet water.Blaas na het wassen het resterende water op de wand van de filterbuis op met perslucht.Nu moet de filterpijp zeer snel zijn na herhaaldelijk blazen.Als u voelt dat het filter stikt, betekent dit dat er nog wat water in de filterbuiswand zit.En je moet hem verder opblazen met perslucht en hem dan laten afkoelen of drogen.
3.Maak de klemringen los, verwijder de vacuümtrechter en spoel de vultrechter uit met water.